- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Namai > Produktai > Riešutas > Apvalus riešutas > Juodinanti gydomoji apvali savaime užsifiksuojanti veržlė





Juodinanti gydomoji apvali savaime užsifiksuojanti veržlė
„Xiaoguo®“ investuoja į modernias mašinas, kad būtų užtikrinta nuosekli gaminio kokybė. Juodinimo apdorojimo apvalios savaime užsifiksuojančios veržlės įrengimas – Juodinimo apdorojimas apima įtvaro ištraukimą per jo centrą, todėl apatinė dalis deformuojasi radialiai į išorę ir sukuria didelį, saugų atraminį paviršių aklojoje medžiagos pusėje.
Modelis:QIB/IND ZS
Siųsti užklausą
Prekės aprašymas
Kad juodinimo apdorojimas apvalios savaime užsifiksuojančios veržlės veiktų geriau ir tarnautų ilgiau, jos padengiamos skirtingomis paviršiaus dangomis. Žemiau yra įprastų dalykų:
Plieninės veržlės dažnai padengiamos cinku, galite gauti skaidraus, geltono arba juodo chromato apdailą. Tai ekonomiškas būdas apsaugoti juos nuo rūdžių. Tada yra Geomet™, kuris yra cinko dribsnių danga. Jis tikrai gerai kovoja su korozija ir chemikalais ir atitinka daugybę automobilių standartų.
Nerūdijančio plieno veržlės dažniausiai pasyvinamos. Tai tik padeda padidinti jų jau turimą atsparumą korozijai. Aliuminio veržlės gali būti anoduotos (kurios gali būti skaidrios arba spalvotos) arba gauti cheminę plėvelę (tai yra chromato konversijos danga).
Visos šios apdailos atlieka tą patį darbą: apsaugo veržles nuo drėgmės, cheminių medžiagų ir nusidėvėjimo. Tai svarbiausia, jei norite, kad jie tarnautų ilgai.
Pramonės standartai ir parametrai:
Juodinimo apdorojimo apvali savaime užsifiksuojanti veržlė vadovaujasi pramonės taisyklėmis, paprastai pagrįstomis DIN 7337 ar panašiu standartu. Tai užtikrina, kad jie gali pakeisti vienas kitą, nesvarbu, kas juos gamina.
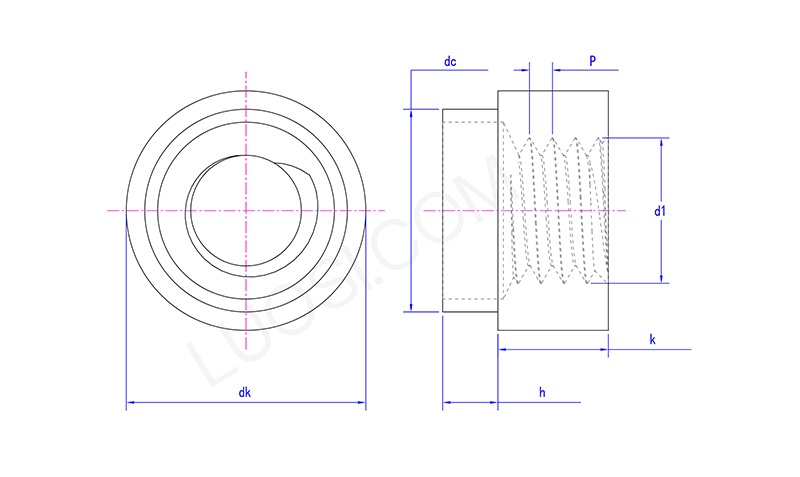
Juos matuojate pagal skirtingus dalykus: sriegio dydį (pvz., M4, M5 ir t. t.), korpuso pločio, flanšo pločio ir medžiagos storio, kai juos naudojate. Standartiniai sriegių dydžiai paprastai būna nuo M3 iki M12.
Didelis skirtumas yra tas, kad sumontavus šias veržles, flanšas (išsiskleidžianti dalis) yra daug platesnis nei korpusas buvo anksčiau. Dėl to jie taip gerai nesitraukia per medžiagas.
Renkantis veržlę, turite žinoti tikslius išmatavimus. Turite suderinti veržlę su skylės dydžiu ir medžiagos storiu. Jei to nepadarysite, tai neveiks tinkamai.
| Pirm | M3-1.5 | M3-2 | M4-1.2 | M4-1.5 | M4-2 | M5-2 | M5-3 | M6-2 | M6-3 | M8-2 | M8-3 |
| P | 0.5 | 0.5 | 0.7 | 0.7 | 0.7 | 0.8 | 0.8 | 1 | 1 | 1.25 | 1.25 |
| dk maks | 7.25 | 7.25 | 8.25 | 8.25 | 8.25 | 10.25 | 10.25 | 11.25 | 11.25 | 13.25 | 13.25 |
| dk min | 6.75 | 6.75 | 7.75 | 7.75 | 7.75 | 9.75 | 9.75 | 10.75 | 10.75 | 12.75 | 12.75 |
| dc maks | 4.98 | 4.98 | 5.98 | 5.98 | 5.98 | 7.95 | 7.95 | 8.98 | 8.98 | 10.98 | 10.98 |
| k maks | 3.25 | 3.25 | 4.25 | 4.25 | 4.25 | 5.25 | 5.25 | 6.25 | 6.25 | 6.25 | 6.25 |
| k min | 2.75 | 2.75 | 3.75 | 3.75 | 3.75 | 4.75 | 4.75 | 5.75 |
5.75 |
5.75 |
5.75 |
| h maks | 1.6 | 2.1 | 1.3 | 1.6 | 2.1 | 2.1 | 3.1 | 2.1 | 3.1 | 2.1 | 3.1 |
| val min | 1.4 | 1.9 | 1.1 | 1.4 | 1.9 | 1.9 | 2.9 | 1.9 | 2.9 | 1.9 | 2.9 |
| d1 | M3 | M3 | M4 | M4 | M4 | M5 | M5 | M6 | M6 | M8 | M8 |
Kokie įrankiai reikalingi montavimui?
Norėdami sumontuoti juodinimo apdorojimo apvalią savaime užsifiksuojančią veržlę, jums reikia specialaus nustatymo įrankio, vadinamo įtvaru. Šis įrankis įsriegiamas į veržlės vidinius sriegius. Kai traukiate įrankį arba taikote jėgą, veržlė išsiplečia į išorę ir deformuojasi taip, kad ji tvirtai sugriebtų vamzdžio sienelę.
Yra rankinio nustatymo įrankių, tačiau daugeliu atvejų, ypač gamykloje, pneumatiniai arba hidrauliniai įrankiai yra geresni. Jie suteikia pastovią jėgą, todėl kiekvieną kartą veržlė yra tinkamai sumontuota. Šis nuoseklumas yra labai svarbus patikimam veikimui, ypač kai atliekate daug diegimų.
Hot Tags: Juodinimo apvalus savaime susispaudžiantis veržlė, Kinija, gamintojas, tiekėjas, gamykla
Susijusi kategorija
Šešiakampė veržlė
Kvadratinė veržlė
Šešiakampė flanšo veržlė
Užrakto veržlė
Dangtelio veržlė
Šešiakampė įpjova veržlė
Rankiniu būdu prisukite veržlę
Apvalus riešutas
Stebulės Riešutai
T formos veržlė
Nendrinis riešutas
Kiti riešutai
Siųsti užklausą
Nedvejodami pateikite savo užklausą žemiau esančioje formoje. Mes jums atsakysime per 24 valandas.